ผู้เขียน:
Charles Brown
วันที่สร้าง:
6 กุมภาพันธ์ 2021
วันที่อัปเดต:
16 พฤษภาคม 2024

เนื้อหา
การเชื่อม TIG (Tungsten Inert Gas) ใช้อิเล็กโทรดทังสเตนเพื่อให้ความร้อนแก่โลหะในขณะที่ก๊าซอาร์กอนจะช่วยปกป้องรอยเชื่อมจากสิ่งสกปรก เทคนิคนี้ทำให้เกิดรอยเชื่อมที่สะอาดและมีคุณภาพสูงสำหรับโลหะส่วนใหญ่รวมถึงเหล็กสแตนเลสเหล็กโครเมี่ยมโมลิบดีนัมอลูมิเนียมโลหะผสมเหล็กที่มีนิกเกิลแมกนีเซียมทองแดงทองเหลืองทองแดงและทอง ทำตามขั้นตอนด้านล่างเพื่อเปิดและใช้เครื่องเชื่อม TIG ของคุณ
ขั้นตอน
วิธีที่ 1 จาก 3: การตั้งค่าเครื่องเชื่อม TIG
ใส่อุปกรณ์นิรภัย ก่อนใช้งานเครื่องเชื่อมใด ๆ ต้องแน่ใจว่าได้สวมแว่นตานิรภัยเสื้อผ้าที่ทนไฟและหน้ากากเชื่อมที่มีอุปกรณ์ป้องกันดวงตา
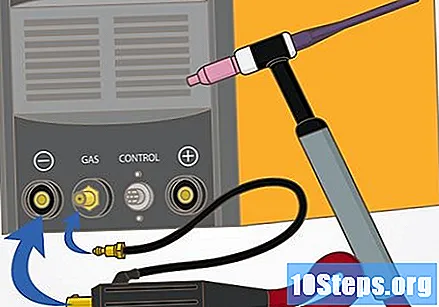
เชื่อมต่อ TIG torch TIG torches ทั้งหมดมีหัวฉีดเซรามิกเพื่อนำทางอาร์กอนปลอกทองแดงเพื่อยึดอิเล็กโทรดและระบบทำความเย็น ใช้อะแดปเตอร์ในชุดอุปกรณ์เสริมของคุณเพื่อเชื่อมต่อไฟฉายเข้ากับด้านหน้าของเครื่องเชื่อม
เชื่อมต่อแป้นเหยียบเข้ากับเครื่อง แป้นเหยียบใช้เพื่อควบคุมอุณหภูมิในการเชื่อม
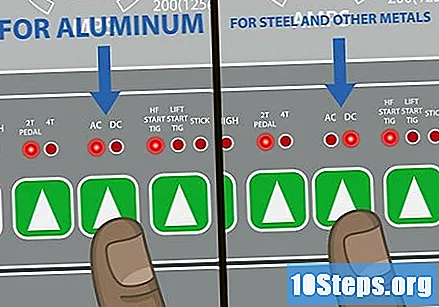
เลือกโพลาไรซ์ ขึ้นอยู่กับประเภทของวัสดุที่คุณกำลังเชื่อม หากคุณต้องการเชื่อมอลูมิเนียมให้ตั้งค่าโพลาไรซ์ของเครื่องเชื่อมเป็นกระแสสลับ (AC) อย่างไรก็ตามหากคุณกำลังจะเชื่อมวัสดุอื่นให้ตั้งเครื่องเชื่อมเป็น Direct Current Negative Electrode (DCEN)- หากเครื่องมีตัวเลือกในการเปลี่ยนความถี่จำเป็นต้องมีการปรับเปลี่ยนบางอย่างตามวัสดุที่จะเชื่อม สำหรับอลูมิเนียมเครื่องจะต้องอยู่ที่ความถี่สูงตลอดกระบวนการเชื่อม ในกรณีของเหล็กควรมีความถี่สูงในช่วงเริ่มต้นของการเชื่อมเท่านั้น
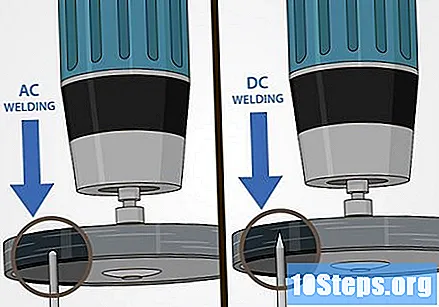
เหลาทังสเตน ความหนาของโลหะที่จะเชื่อมและกระแสไฟฟ้าเป็นปัจจัยที่กำหนดเส้นผ่านศูนย์กลางของแท่งทังสเตน เหลาในแนวรัศมีตามเส้นรอบวงของทังสเตนไม่ตรงไปที่ปลาย- ใช้เครื่องเจียรเพื่อเหลาอิเล็กโทรดทังสเตน เหลาอิเล็กโทรดให้ปลายอยู่ในทิศทางเดียวกับการหมุนของกากกะรุน
- เมื่อเชื่อมด้วยไฟฟ้ากระแสสลับปล่อยให้ทังสเตนโค้งมน เมื่อใช้ไฟฟ้ากระแสตรงให้ทิ้งไว้ด้วยจุดแหลม
- หากคุณกำลังจะทำการเชื่อมฟิเลต์ให้เหลาอิเล็กโทรดให้มีปลายบาง ๆ ประมาณห้าถึงหกมิลลิเมตร
กำหนดค่าการไหลของก๊าซ สำหรับการบัดกรีให้ใช้อาร์กอนบริสุทธิ์หรือส่วนผสมเช่นอาร์กอนกับฮีเลียม ถอดฝาพลาสติกออก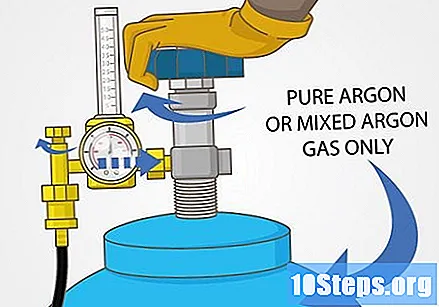
- เปิดและปิดวาล์วแก๊สเพื่อขจัดสิ่งสกปรกที่อยู่ในท่อ
- ติดตั้งหัวปรับแก๊สแล้วขันน็อตขณะบิดตัวควบคุม ทำเช่นนี้จนกว่าตัวควบคุมจะติดแน่น
- ขันตัวควบคุมโดยใช้ประแจ ตรวจสอบให้แน่ใจว่าวาล์วควบคุมเปิดจนสุด
- เชื่อมต่อท่อก๊าซและเครื่องวัดการไหลจากนั้นเปิดวาล์วถัง เมื่อเปิดวาล์วอย่าลืมทำอย่างเบามือเปิดทีละนิด ปกติแล้วการเปิดรอบสี่รอบก็เพียงพอแล้ว
- มองหารอยรั่วตามท่อ มองหาเสียงรั่วหรือใช้สเปรย์ตรวจจับการรั่วไหล
- ปรับการไหลของก๊าซผ่านวาล์วควบคุม การไหลของก๊าซแตกต่างกันไปตามโครงการ หลายคนใช้การไหลระหว่าง 4 ถึง 12 ลิตรต่อนาที
กำหนดค่าแอมแปร์ แอมแปร์ช่วยให้คุณควบคุมการควบคุมที่คุณจะมีในระหว่างกระบวนการเชื่อม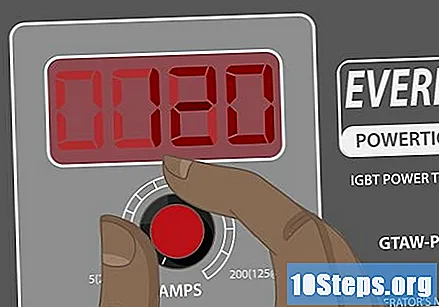
- โลหะที่จะเชื่อมหนาขึ้นแอมแปร์ก็ยิ่งมากขึ้น
- ยิ่งคุณประสานงานกับแป้นเหยียบมากเท่าไหร่ก็จะยิ่งได้ค่าแอมแปร์ที่สูงขึ้นเท่านั้น
- นี่คือสัดส่วนทั่วไปความหนาของวัสดุ x กระแสไฟฟ้า: 1.6 มม. ระหว่าง 30 ถึง 120 แอมป์ 2.4 มม. ระหว่าง 80 ถึง 240 แอมป์ 3.2 มม. ระหว่าง 200 ถึง 380 แอมป์
วิธีที่ 2 จาก 3: เชื่อมโลหะ
ทำความสะอาดโลหะที่จะเชื่อม พื้นผิวต้องทำความสะอาดสิ่งสกปรกใด ๆ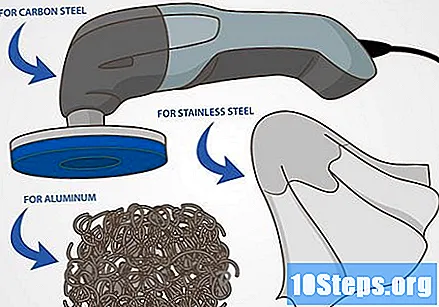
- หากคุณกำลังทำงานกับเหล็กกล้าคาร์บอนให้ใช้เครื่องขัดเพื่อรักษาความสะอาดของวัสดุ
- สำหรับอลูมิเนียมควรผ่านแปรงสแตนเลส
- สำหรับสแตนเลสให้ทำความสะอาดบริเวณรอยเชื่อมด้วยตัวทำละลายบนผ้า อย่าลืมเก็บตัวทำละลายและสารเคมีอื่น ๆ ไว้ในบริเวณที่ปลอดภัยก่อนเริ่มการเชื่อม
ใส่ทังสเตนลงในซ็อกเก็ต คลายด้านหลังของแคลมป์อิเล็กโทรดใส่อิเล็กโทรดทังสเตนและยึดส่วนด้านหลังอีกครั้ง เป็นไปได้ว่าอิเล็กโทรดอยู่ห่างจากแคลมป์อย่างน้อย 6 มม.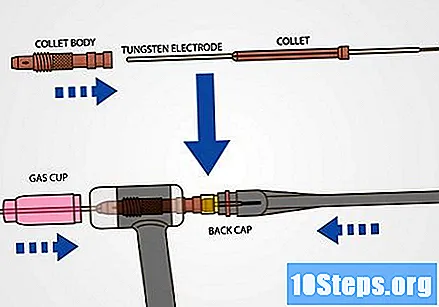
เข้าร่วมกับชิ้นส่วนที่จะถูกทำให้เปียก เข้าร่วมชิ้นส่วนโดยใช้ตัวยึด C หรือเหล็กสี่เหลี่ยม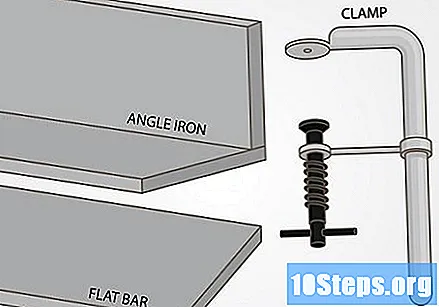
เข้าร่วมชิ้นส่วนโดยใช้หยดบัดกรี วิธีนี้จะช่วยให้ชิ้นส่วนเข้าด้วยกันในขณะที่คุณทำการเชื่อมขั้นสุดท้าย เว้นสองสามนิ้วระหว่างรอยเชื่อม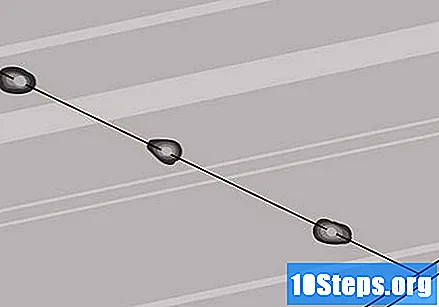
ถือไฟฉาย TIG ต้องแน่ใจว่าถือไว้ที่มุม 75 องศาและห่างจากชิ้นส่วนมากกว่า 6 มม. เล็กน้อย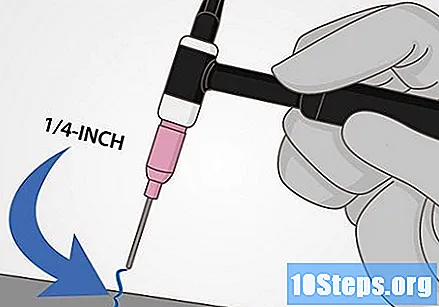
- อย่าให้ทังสเตนสัมผัสกับสระเชื่อมมิฉะนั้นจะทำให้วัสดุปนเปื้อน
ฝึกควบคุมอุณหภูมิโดยใช้แป้นเหยียบ สระเชื่อมควรกว้าง 6 มม. สิ่งสำคัญคือต้องให้สระเชื่อมมีขนาดสม่ำเสมอเพื่อให้แนวเชื่อมมีความสม่ำเสมอ
จับแท่งฟิลเลอร์บัดกรีด้วยมืออีกข้าง ถือไว้ที่มุม 15 องศากับชิ้นส่วน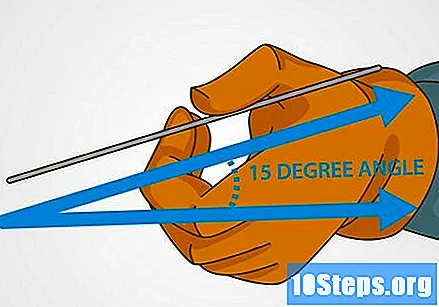
ใช้ไฟฉาย TIG เพื่อทำให้โลหะฐานร้อนขึ้น อุณหภูมิของอาร์กไฟฟ้าจะสร้างแอ่งของโลหะหลอมเหลว มันอยู่ในแอ่งน้ำนี้ที่มีการเชื่อม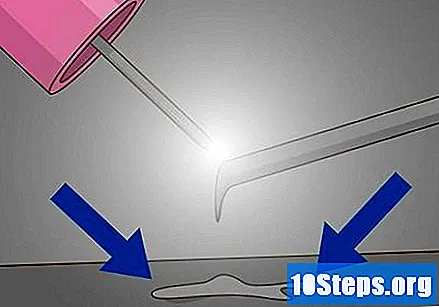
- เมื่อสระเชื่อมล้อมรอบโลหะทั้งสองชิ้นให้เพิ่มวัสดุฟิลเลอร์ทีละน้อยเพื่อหลีกเลี่ยงการเกาะติดกัน
- แท่งเติมจะสร้างชั้นเสริมสำหรับงานเชื่อมของคุณ
ใช้ส่วนเชื่อมให้ย้ายสระเชื่อมไปในทิศทางที่ต้องการ ซึ่งแตกต่างจากการเชื่อมแบบ MIG ที่คุณนำสระเชื่อมไปยังจุดที่ไฟฉายชี้ไปในการเชื่อมแบบ TIG คุณดันแอ่งไปในทิศทางตรงกันข้ามกับไฟฉาย
- หากต้องการจินตนาการถึงการเคลื่อนไหวที่คุณจะแสดงให้จินตนาการถึงคนที่ถนัดซ้ายโดยใช้ปากกา ในขณะที่คนถนัดขวาจะเขียนโดยลากปากกาทำมุมไปทางขวา (เช่นการเชื่อม MIG) คนที่ถนัดซ้ายจะเอียงปากกาไปทางซ้าย แต่ก็ยังลากปากกาไปทางขวา
- ดำเนินการต่อไปข้างหน้าของสระเชื่อมจนกว่าจะเชื่อมพื้นที่ทั้งหมดที่ต้องการ ที่นั่นคุณได้ทำการเชื่อม TIG!
วิธีที่ 3 จาก 3: เรียนรู้การเชื่อมประเภทต่างๆ
ลองใช้ฟิเลต์เชื่อม. ใช้กฎการเชื่อม tIG เมื่อทำการเชื่อมเนื้อ การเชื่อมประเภทนี้ประกอบด้วยการเชื่อมโลหะสองชนิดที่มุมที่กำหนด มุมระหว่างชิ้นควรอยู่ระหว่าง 45 ถึง 90 องศา ในการดำเนินการเชื่อมสร้างแอ่งเชื่อมที่มุมระหว่างชิ้นส่วน รอยเชื่อมควรมีลักษณะเป็นสามเหลี่ยมหากมองจากด้านข้าง (หรือจากมุมมองส่วน)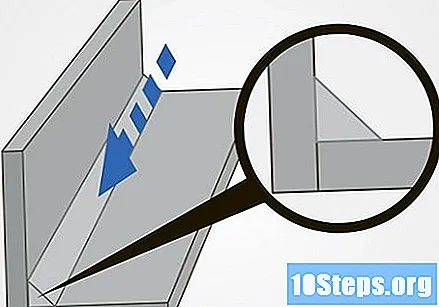
เชื่อมทับ ปล่อยให้ชิ้นส่วนหนึ่งทับซ้อนกันจากนั้นสร้างสระเชื่อมที่ชิ้นส่วนบรรจบกัน เมื่อชิ้นส่วนโลหะทั้งสองผสานกันให้ใส่วัสดุอุดฟันลงในแอ่งน้ำ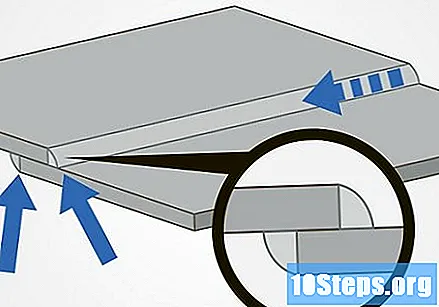
ทำการเชื่อม T ด้วยสองชิ้น เอียงไฟฉายไปยังจุดที่ให้ความร้อนโดยตรงกับบริเวณรอยเชื่อม เก็บส่วนโค้งสั้น ๆ เมื่อขยายอิเล็กโทรดออกจากกรวยเซรามิก วางแท่งเติมตรงจุดที่ทั้งสองส่วนมาบรรจบกัน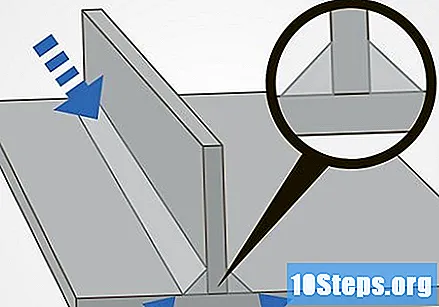
เชื่อมมุม เริ่มเชื่อมตรงจุดที่ทั้งสองชิ้นมาบรรจบกัน เก็บสระเชื่อมไว้ที่รอยต่อของทั้งสองชิ้น คุณจะต้องใช้วัสดุฟิลเลอร์จำนวนมากเพื่อทำการเชื่อมมุมเนื่องจากชิ้นส่วนจะไม่ทับซ้อนกัน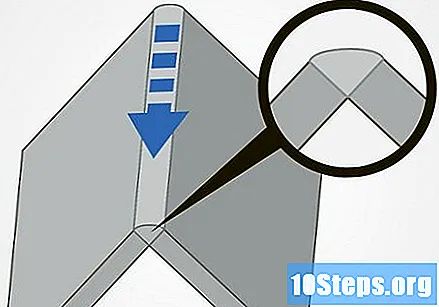
สร้างรอยเชื่อมก้น. สร้างสระเชื่อมตรงรอยต่อระหว่างชิ้นโลหะทั้งสอง การเชื่อมแบบนี้ทำได้ยากกว่าเนื่องจากชิ้นส่วนไม่ทับซ้อนกัน เมื่อคุณประกอบชิ้นส่วนเข้าด้วยกันเสร็จแล้วให้ลดโซ่เครื่องเชื่อมลงเพื่อเติมปล่องภูเขาไฟที่จะก่อตัวขึ้น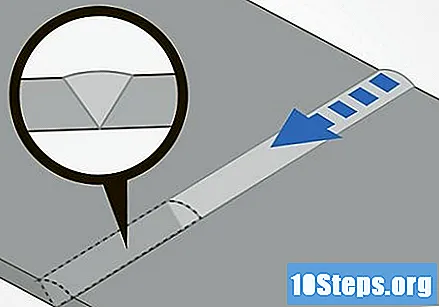
คำเตือน
- ห้ามใช้อาร์กอนผสมกับ CO2 ในการเชื่อม TIG CO2 เป็นก๊าซที่ใช้งานอยู่ซึ่งจะทำลายอิเล็กโทรดทังสเตน
- ใช้หน้ากากเชื่อมที่มีจอแสดงผลมืดลงเหมาะสำหรับงานเชื่อม
- สวมถุงมือฉนวนที่แห้งก่อนสตาร์ทเครื่องเชื่อม
- ภายใต้หน้ากากเชื่อมสวมแว่นตานิรภัยที่มีการป้องกันด้านข้าง
- สวมเสื้อผ้าและรองเท้าบู้ทเสริมความแข็งแรงเมื่อใช้งานเครื่องเชื่อม
เคล็ดลับ
- หากโลหะที่จะเชื่อมสะอาดจะไม่เกิดประกายไฟในระหว่างกระบวนการเชื่อม
- การเชื่อม TIG สามารถทำได้ในทุกตำแหน่งทั้งในแนวนอนแนวตั้งและแม้กระทั่งเหนือศีรษะ
- ความลับของการเชื่อม TIG อยู่ในสระเชื่อมซึ่งเกิดจากทั้งวัสดุเสริมและโลหะที่เชื่อม
- การเชื่อม TIG ไม่ก่อให้เกิดควันหรือไอน้ำ หากมีควันหรือไอน้ำปรากฏขึ้นระหว่างการเชื่อมนั่นเป็นสัญญาณว่าคุณต้องทำความสะอาดโลหะที่กำลังเชื่อมให้ดีขึ้น
- ไม่มีตะกรันในการเชื่อม TIG ดังนั้นมุมมองของคุณเกี่ยวกับสระเชื่อมจะไม่ถูกกีดขวาง
- หากถังแก๊สอยู่ใกล้จุดสิ้นสุดให้เพิ่มการไหลของอาร์กอนเนื่องจากส่วนผสมของก๊าซไม่บริสุทธิ์ที่ส่วนท้ายของถัง


")